




ถุงมือยาง ผลิตกันอย่างไร?
ในช่วงของการเกิดโรคระบาดโควิด19 ทำให้ธุรกิจถุงมือยางเฟื่องฟูเป็นอย่างมาก ความต้องการถุงมือยางเพิ่มขึ้นหลาย ๆ เท่าตัวในช่วงเวลาดังกล่าว ก่อนที่จะค่อย ๆ ซบเซาลงตามแนวโน้มความรุนแรงของการระบาดที่ที่ค่อย ๆ ลดลงไป จนในที่สุด ประเทศต่าง ๆ ส่วนใหญ่ก็ประกาศเปิดประเทศและกลับมาใช้ชิวิตกันตามปกติ (ยกเว้นประเทศจีน) อย่างที่เราดำเนินชีวิตกันอยู่ตอนนี้ คนส่วนใหญ่เริ่มมีภูมิคุ้มกันหมู่ตามที่แพทย์ผู้เชี่ยวชาญแนะนำ การฉีดวัคซีนที่ครอบคลุมทั่วถึงจึงถือได้ว่าประสบความสำเร็จในการควบคุมโรคได้
กลับมาที่เรื่องการผลิตถุงมือยาง ในช่วงเวลาดังกล่าว มีทั้งผู้ผลิตเจ้าเดิมที่ขยายกำลังการผลิต และผู้เล่นหน้าใหม่ ๆ ที่ต้องการเข้ามาร่วมด้วยเพื่อตอบสนองความต้องการของตลาดที่มีมากขึ้นจนผลิตกันไม่ทันเลยทีเดียว ในช่วงดังกล่าว
ดังนั้นเราจะลองมาดูกันว่า ขั้นตอนและกระบวนการผลิตถุงมือยาง นั้นเขามีขั้นตอนการทำเป็นอย่างไรบ้าง
ขั้นตอนและกระบวนการในการผลิตถุงมือยาง


1. เตรียมแม่พิมพ์มือ (Hand formers) ในเครื่องจักรให้พร้อม ตามขนาด (size) ที่ต้องการผลิต
2. เตรียมน้ำยาง ผสมตามสูตรที่กำหนด และบ่มในถังกวนให้ได้คุณภาพที่เหมาะสม
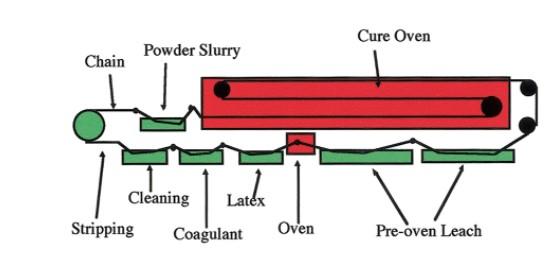
3. กระบวนการผลิต การขึ้นรูปถุงมือยางด้วยเครื่องจักร ขั้นตอนดังนี้คือ
3.1 แม่พิมพ์มือเซรามิก (hand formers/ formers/ molds) สำหรับการจุ่มขึ้นรูปต้องสะอาด
3.2 ล้าง Hand Formers ในถังล้างด้วยน้ำยาเคมีสำหรับการล้าง เช่น กรดไนตริค หรือ อัลคาไลน์ (Acid/Alkali Cleaning Tank)
3.3 ล้าง Hand Formers ด้วยน้ำสะอาดที่อุณหภูมิ 50-70 องศาเซลเซียส ในถังล้าง Rinse Tank
3.4 ขัดทำความสะอาดด้วยชุดแปรงขัด เพื่อความสะอาดของ Formers
3.5 ล้างด้วยน้ำสะอาดที่อุณหภูมิ50-70 องศาเซลเซียสในถังล้าง Rinse Tank
3.6 จุ่มในสาร Coagulant เพื่อการยึดจับของน้ำยาง ป้องกันน้ำยางติด former (mold release) และเพื่อเป็นตัวกำหนดความหนาของถุงมือยางในถัง Coagulant Tank
3.7 อบให้แห้งในเตาอบอุณหภูมิ 95-120 องศาเซลเซียส (Coagulant Dry Oven)
3.8 จุ่มในถุงน้ำยางถังที่ 1 ที่อุณหภูมิ 25-40 องศาเซลเซียส (Latex1 Tank)
3.9 อบให้แห้งในเตาอบอุณหภูมิ 125-140 องศาเซลเซียส (Latex1 Dry Oven)
3.10 จุ่มในถุงน้ำยางถังที่ 2 ที่อุณหภูมิ 25-40 องศาเซลเซียส (Latex2 Tank) เพื่อให้ได้ความหนาของถุงมือที่ต้องการ
3.11 อบให้แห้งในเตาอบอุณหภูมิ 125-140 องศาเซลเซียส (Latex2 Dry Oven)
3.12 จุ่มล้างในถังล้างสารเคมี และทำความสะอาดถุงมือ ที่อุณหภูมิ 25-40 องศาเซลเซียสในถังล้างถุงมือ Pre-Leach 1-4
3.13 ทำการเข้าเครื่องม้วนขอบถุงมือ
3.14 จุ่มสารเคลือบเพื่อความลื่นต่อการสวมใส่ เช่น โพลีเมอร์ ซิลิโคน หรือคลอรีน เป็นต้น
3.15 เข้าตู้อบเพื่อทำให้ถุงมือสุกในขั้นตอนสุดท้าย ที่อุณหภูมิ 90-140 องศาเซลเซียส
3.16 ถุงมือที่ออกจากเตาอบ จะถูกทำให้เย็นลงในถังน้ำเย็น ที่อุณหภูมิห้อง Cooling Tank1-3
3.17 ถอดถุงมือออกจาก Formers ด้วยเครื่องถอดอัตโนมัติ และเรียงถุงมือเพื่อการบรรจุ
3.18 Hand Formers ที่ถอดถุงมืออกแล้ว กลับไปเริ่มขั้นตอนที่ 1 วนเป็นวงรอบไปเรื่อย ๆ

ขั้นตอนที่กล่าวที่เป็นลำดับข้างต้นนั้น เป็นการทำงานของเครื่องจักรแบบโซ่ขับ (Gloves Dipping Chain Machine/Line) ที่ทำงานต่อเนื่องวนลูปไป ทำงานแบบต่อเนื่อง และทำให้ได้ถุงมือเป็นจำนวนมากในแต่ละชั่วโมงการผลิต แต่ละโรงงานก็จะออกแบบเครื่องจักรให้มีความแตกต่างกันไป ตามสูตรหรือคุณภาพของถุงมือยางที่ได้ออกแบบกันไว้
จะเห็นได้ว่าการผลิตถุงมือออกมาให้พวกเราได้ใช้งานกันนั้นไม่ใช่เรื่องง่ายเลย มีลำดับขั้นตอน และกระบวนการที่ซับซ้อน มีเทคโนโลยีการผลิตที่ทันสมัย เพื่อช่วยในเรื่องคุณภาพของการผลิต รวมทั้งกระบวนการทางเคมีต่าง ๆ ทั้งก่อนการผลิต ระหว่างและหลังการผลิต กว่าที่จะออกมาเป็นถุงมือสักคู่ให้พวกเราได้ใช้งานกัน
แม่พิมพ์มือเซรามิก (Ceramic hand former / Ceramic Mold for gloves) ที่มีคุณภาพก็มีส่วนสำคัญที่จะช่วยทำให้เครื่องจักรผลิตถุงมือทำงานได้อย่างเต็มประสิทธิภาพ


บทความโดย กรมธรรม์ สุวรรณโมลี
บริษัท ซิมมิก อินดัสทรี จำกัด
“เรื่อง Ceramic Hand Formers มั่นใจใน Zymmic”
ขอขอบคุณข้อมูลดี ๆ จาก Master Gloves, OKAMOTO และ Ansell
09 ธันวาคม 2565
ผู้ชม 1176 ครั้ง


 TH
TH  EN
EN